
东莞市铭辉喷砂机械
主营:东莞喷砂机,自动喷砂机,喷砂机厂家,小型喷砂机,液体喷砂机,开放式喷砂机,喷砂机配件,喷砂机磨料
主营:东莞喷砂机,自动喷砂机,喷砂机厂家,小型喷砂机,液体喷砂机,开放式喷砂机,喷砂机配件,喷砂机磨料

所在地:
广东 东莞
产品价格:
36800元/台(大量采购价格面议)
最小起订:
1
发布时间:
2024-10-11
有效期至:
2024-11-11
产品详细
我们在日常生活会见到很多铝压铸件表面不是光亮的而是带有质感的磨砂效果,这种亚光的效果符合现代审美要求,低调大气。而这种效果是怎么达到的呢?其实就是在铝型材生产出来以后增加了一道砂面处理的工序,砂面处理可以分为化学方法和物理方法两类。化学方法由于不够环保,今天主要介绍一下物理喷砂。 喷砂的原理是将坚硬细小的金刚砂粒通过喷砂机均匀的撞击铝型材制品表面,使表面形成均匀的凹坑,非常细小,我们肉眼几乎看不出来,只能看出本来光亮的铝压铸件变成哑光的了。
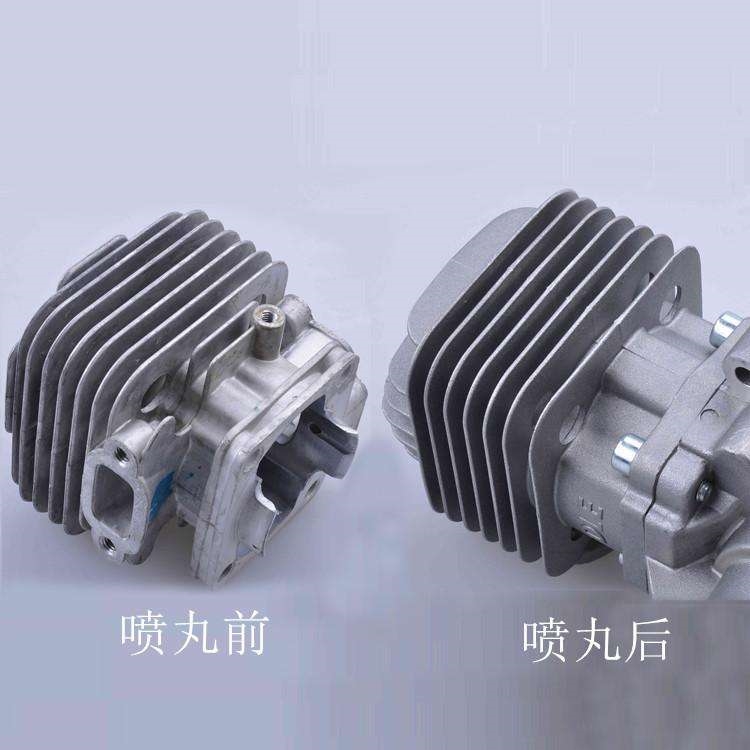
铝压铸件喷砂机设备工艺的优势当然不止是得到表面亚光效果,它的优势还有:
1、 去除铝型材制品表面的氧化膜,不管是自然形成的氧化膜还是阳极氧化膜通过喷砂处理后就能统统去除。这也是喷砂工序在阳极氧化工序之前的原因。
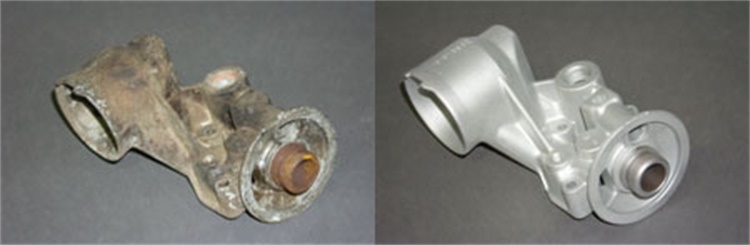
2、 为其他表面处理工序做准备,喷砂处理后的铝型材电镀时,电镀层结合力更强。喷砂处理的铝型材进行喷涂处理也是一样能增强涂层结合力。

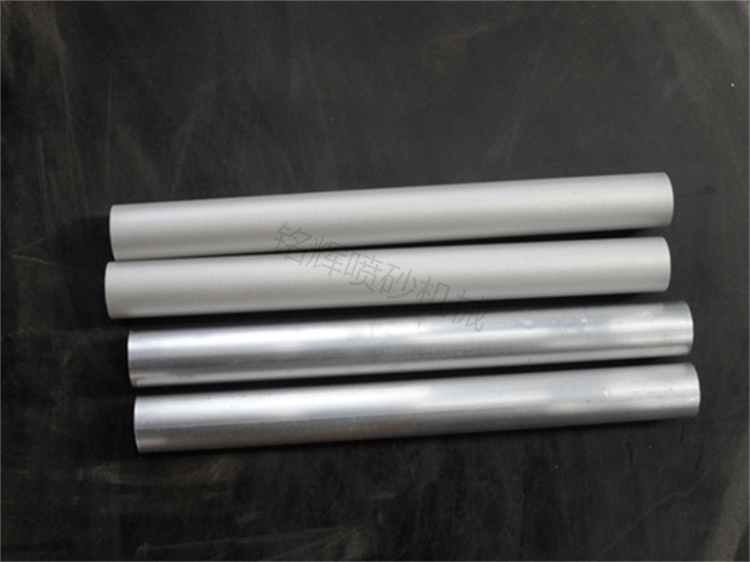
3、 改善铝制零件的机械性能,喷砂处理后的铝制零件能增加0.5-1个光洁度,在零件表面还存在微小的凹陷可以储存润滑油,是润滑效果更佳,从而延长铝制零件的使用寿命,并减小机械运转噪音。

4、 去除铝型材加工件的微小毛刺,特别是准确零件,对光洁度要求非常高,微小的毛刺都会造成零部件的缺陷。比如3C通讯零部件,纺织机械零件,航空航天准确零件,机械设备零配件等等。经过喷处理后就可以去除微小毛刺,得到光洁表面。
5、 解决金属反光问题,有些铝制品是严格要求不允许反光的,例如一些手术器械,采用喷砂是有效的解决方法。

主要技术参数及性能:
1 每次处理能力 ≤0.1m3且≤200㎏
2 对工件的要求 单件重量:≤10KgL≤300mm t≥5mm ∮≤200mm
温度:≤80℃
3 清理室 1 1330B×1010L×1653Hmm(max)
4 抛丸器 1 型号:Q360型
抛丸量:130㎏/min
叶轮转速:2500rpm
投射速度:61m/s 传动方式:皮带传动
电机功率:7.5kw
5 提升机 1 型号: TS-10
提升量: 10t/h
减速机型号:XWD1.5-3-1/35
功率:1.5kw
6 分离器 1 型号: FL-10
风速:4-5m/min 满幕帘风选式
分离效果:>99%
7 供丸闸门 1 气缸控制
8 螺旋输送器 1 输送量:10t/h 与提升机共用减速机

9 履带承载系统 1 履带尺寸:1140B×3475L×20H
端盘直径:∮650mm间距:900mm
端盘转速:3.5rpm 漏丸孔:∮6 带橡胶棱
减速机型号:XWD1.1-3-1/35
减速机功率:1.1kw
10 除尘器 1 型号:FBD24
过滤面积:16.8m2
通风量:1500m3/h 机械振打布袋式
风机型号:4-72NO.3.2A
风机功率:2.2KW
振打电机功率:0.55KW
11 设备总功率 ~12.85KW 工作电压:380V/50Hz
操作电压:220V/50Hz
12 初装丸料量 400㎏ 需方另外订购,随机不附带
13 压缩空气 气源压力:0.4~0.6MPa 消耗量:0.02 m3/min
14 粉尘排放浓度 低于GB16297-1996《大气污染物综合排放标准》中规定的120mg/m3
15 噪 声 低于《JB5360-91履带抛丸清理机 技术条件》中规定的93dB(A)

设备工作原理:
开通电源后,将除尘器、提升机等依次启动,完成准备工作,将需要清理的工件放入清理室内,落在橡胶履带上。然后将清理室门关闭,抛丸器及供丸闸门依次打开,开始投射弹丸,清理工件表面的氧化皮等,与此同时履带作卷绕运动,使工件不断翻滚,以保证一体均匀地进行清理。溅落的钢丸穿过密布在履带上的小孔落入下部的网格筛过筛,经螺旋输送器水平送到提升机底部,再被提升机垂直提升到顶部的分离器中,被分离净化的钢丸流入储丸斗经供丸闸门被重新送入抛丸器。抛丸时间(根据工件情况设定)由时间继电器控制,抛丸结束后供丸闸门、抛丸器依次停止运转后,将清理室门打开,使履带反向旋转,工件被卸出。