主营:铝板,铝棒,铝管,铝排,铝带,铝箔,中厚板,方管
所在地:
天津 天津
产品价格:
电议元/公斤(大量采购价格面议)
最小起订:
1
发布时间:
2024-08-29
有效期至:
2024-09-29
产品详细
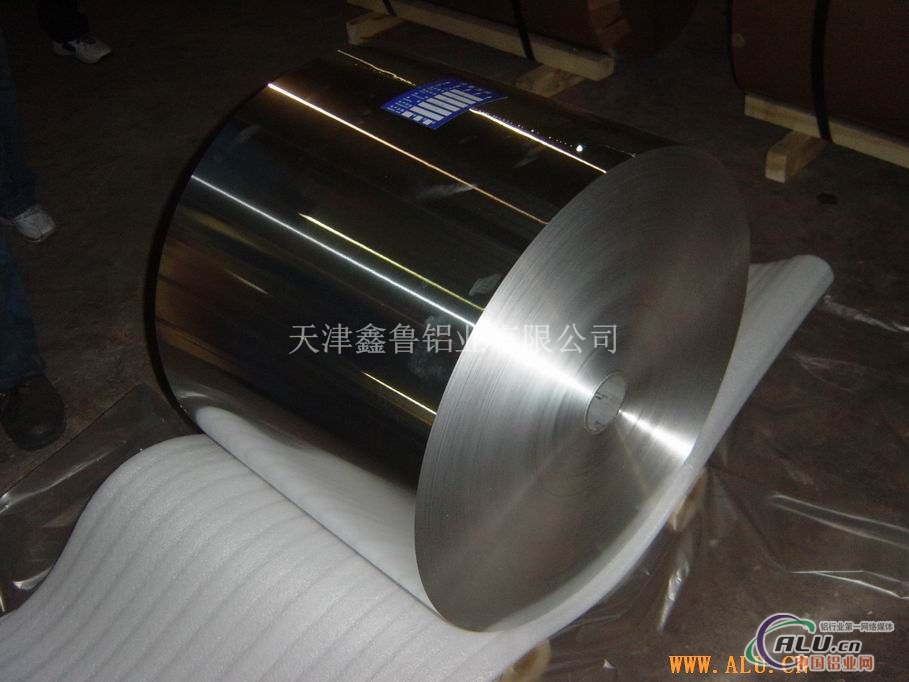
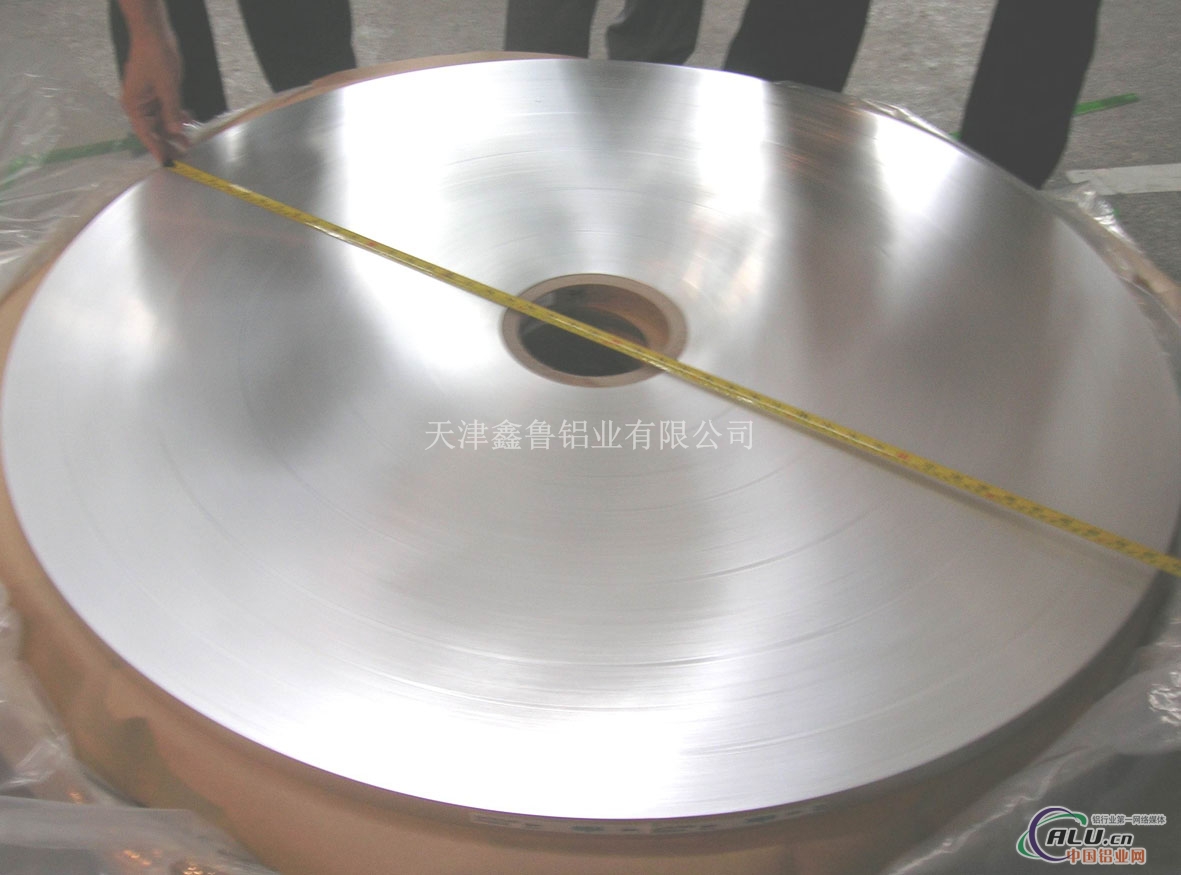
公司的铝带、铝板、铝箔等有色金属制品广泛运用于空调、装饰、印刷、包装、电子、电器、通讯等领域。产品板形好,厚差精度高,具有表面质量好、含油量少、退火制品无油斑等优势,受到市场的广泛推崇。公司设备优良,控制水平高,产品冷轧后板形可控制在25I以内,经拉矫后可达1I;0.5mm以下厚度的成品厚差精度在±10&mu以内,0.5~1.5㎜厚度的成品厚差在±30&mu以内,1.5~3.0㎜厚度的成品控制在±50&mu以内,3.0㎜以上控制在±60&mu以内。公司现有 3 条连铸连轧生产线和一条1450mm全自动、全液压不可逆冷轧生产线,并配套了相应的精整及退火设备。
公司以全新的技术、精湛的工艺、优良的生产条件、严格过硬的检验手段、完善的质量保证体系、优异的售后服务于大众和社会。 按厚度 铝箔按厚度差异可分为厚箔、单零箔和双零箔。 ①厚箔:厚度为0.1~0.2mm的箔。 ②单零箔:厚度为0.01mm和小于0.1mm的箔。 ③双零箔:所谓双零箔就是在其厚度以mm为计量单位时小数点后有两个零的箔,通常为厚度小于0.01的铝箔即0.005~0.009mm的铝箔。用英文表达时,厚箔称为&ldquoheav 铝箔 y gauge foil&rsquo,单零箔称为&ldquomedium gauge foil&rdquo,双零箔称&ldquolight gauge foil&rsquo。国外有时把厚度&le40ltm的铝箔称为light gauge foil,而把厚度>40btm的铝箔统称为heavy gauge foil。 按形状 铝箔按形状可分为卷状铝箔和片状铝箔。铝箔深加工毛料大多数呈卷状供应,只有少数手工业包装场合才用片状铝箔。 铝箔按状态可分为硬质箔、半硬箔和软质箔。 ①硬质箔:轧制后未经软化处理(退火)的铝箔,不经脱脂处理时,表面卜有残汕。因此硬质箔在印刷、贴合、涂层之前必须进行脱脂处理,如果用于成形加工则可直接使用。 ②半硬箔:铝箔硬度(或强度)在硬质箔和软质箔之间的铝箔,通常用于成形加工。 ③软质箔:轧制后经过充分退火而变软的铝箔,材质柔软,表面没有残油。目前大多数应用领域,如包装、复合、电工材料等,都使用软质箔。 按表面状态 铝箔按表面状态可分为一面光铝箔和两面光铝箔。 ①单面光铝箔:双合轧制的铝箔,分卷后一面光亮, &mdash面发乌,这样的铝箔称为一面光铝箔。一面光铝箔的厚度通常不超过o.025mm。 ②双面光铝箔:单张轧制的铝箔,两画和轧辊接触,铝箔的两面因轧辊表面粗糙度不同又分为镜面二面光铝箔和普通二面光铝箔。二面光铝箔的厚度一般不小于0.01mm。 按加上状态 铝箔按加上状态可分为素箔、压花箔、复合箔、涂层箔、上色铝箔和印刷铝箔。 ①素箔:轧制后不经任何其他加工的铝箔,也称光箔。 ②压花箔:表面上压有各种花纹的铝箔。 ③复合箔:把铝箔和纸、塑料薄膜、纸板贴合在&mdash起形成的复合铝箔。 ④涂层箔:表面上涂有各类树脂或漆的铝箔。 ⑤上色铝箔:表面上涂有单一颜色的铝箔。⑥印刷铝箔:通过印刷在表面上形成各种花纹、图案、文字或画面的铝箔,可以是一种颜色,较多的可达12种颜色。 软性铝箔还可以进一步打压成四零箔,用于高等装潢。 铝箔轧制的特点 在双张箔的生产中,铝箔的轧制分粗轧、中轧、精轧三个过程,从工艺的角度看,可以大体从轧制出口厚度上进行划分,一般的分法是出口厚度大于或等于0.05mm为粗轧,出口厚度在0.013~0.05之间为中轧,出口厚度小于0.013mm的单张成品和双合轧制的成品为精轧。粗轧与铝板带的轧制特点相似,厚度的控制主要依靠轧制力和后张力,粗轧加工率厚度很小,其轧制特点已完全不同于铝板带材的轧制,具有铝箔轧制的特殊性,其特点主要有以下几个方面: (1)铝板带轧制。要使铝板带变薄主要依靠轧制力,因此板厚自动控制方式是以恒辊缝为AGC主体的控制方式,即使轧制力变化,随时调整辊缝使辊缝保持一定值也能获得厚度一致的板带材。而铝箔轧制至中精轧,由于铝箔的厚度较薄,轧制时,加大轧制力,使轧辊产生弹性变形比被轧制材料产生塑性变形更容易些,轧辊的弹性压扁是不能忽视的,轧辊的弹轧压扁决定了铝箔轧制中,轧制力已起不到像轧板材那样的作用,铝箔轧制一般是在恒压力条件下的无辊缝轧制,调整铝箔厚度主要依靠调整后张力和轧速度。 (2)叠轧。对于厚度小于0.012mm(厚度大小与工作辊的直径有关)的较薄铝箔,由于轧辊的弹性压扁,用单张轧制的方法是非常困难的,因此采用双合轧制的方法,即把两张铝箔中间加上润滑油,然后合起来进行轧制的方法(也称叠轧)。叠轧不仅可以轧制出单张轧制不能生产的较薄铝箔,还可以减少断带次数,提高劳动生产率,采用此种工艺能批量生产出0.006mm~0.03mm的单面光铝箔。 (3)速度效应。铝箔轧制过程中,箔材厚度随轧制度的升度而变薄的现象称为速度效应。对于速度效应机理的解释尚有待于深入的研究,产生速度效应的原因一般认为有以下三个方面: 1)、工作辊和轧制材料之间摩擦状态发生变化,随着轧制速度的提高,润滑油的带入量增加,从而使轧辊和轧制材料之间的润滑状态发生变化。摩擦系数减小,油膜变厚,铝箔的厚度随之减薄。 2)、轧机本身的变化。采用圆柱形轴承的轧机,随着轧制速度的升高,辊颈会在轴承中浮起,因而使两根相互作用受载的轧辊将向相互靠紧的方向移动。 3)、材料被轧制变形时的加工软化。高速铝箔轧机的轧制速度很高,随着轧制速度的提高,轧制变形区的温度开高,据计算变形区的金属温度可以上升到200℃,相当于进行一次中间恢复退火,因而引起轧制材料的加工软化现象。 联系方式 天津鑫鲁铝业有限公司 联系人: 付崇荣 (联系时请告诉我是"铝道网看到的 信息,会有优惠哦!谢谢!) 手机: 查看联系方式 座机: 查看联系方式 传真: 查看联系方式 邮箱: jxt8882020@126.com 联系地址: 北辰工业园韩家墅钢材市场 相关产品 切割大直径铝棒6061铝棒T6铝棒 ¥电议 元 2A12铝棒LD5铝棒小直径毛细铝棒 ¥电议 元 铝线合金铝线纯铝线 ¥电议 元 天津鑫鲁铝业有限公司 > 铝产品 > 铝箔可分为厚箔、单零箔和双零箔 留言咨询 立即询盘 您当前是尚未登录状态,登录 后可直接查看 为保护供应商隐私,未注册用户请先验证您的手机号 您是想要: 要采购 找买家 随便看看 提交 手机号输入错误?点击重新验证 联系方式 编辑您的采购意向,让供应商主动来为您报价 采购产品: 采购数量: 特殊要求: 您的称呼: 您的地区: 省份 市 县/区 提交 联系方式 联系我时,请说明是从“铝道网”上看到的信息,谢谢! 扫描下方二维码,关注“铝道网”服务号,接收供应商报价提醒、手机随时随地找货源、发采购、看资讯 长按识别二维码进行关注,若无法关注,您可长按保存图片或微信中搜索“铝道网”进行关注 联系方式 联系我时,请说明是从“铝道网”上看到的信息,谢谢! 提交成功 扫描下方二维码,关注“铝道网”服务号,接收供应商报价提醒、手机随时随地找货源、发采购、看资讯 长按识别二维码进行关注,若无法关注,您可长按保存图片或微信中搜索“铝道网”进行关注
铝箔
天津鑫鲁铝业有限公司
联系人:
付崇荣 (联系时请告诉我是"铝道网看到的 信息,会有优惠哦!谢谢!)
手机:
查看联系方式
座机:
传真:
邮箱:
jxt8882020@126.com
联系地址:
北辰工业园韩家墅钢材市场
¥电议 元
您当前是尚未登录状态,登录 后可直接查看
为保护供应商隐私,未注册用户请先验证您的手机号
编辑您的采购意向,让供应商主动来为您报价
长按识别二维码进行关注,若无法关注,您可长按保存图片或微信中搜索“铝道网”进行关注