
佛山市兰明建材有限公司
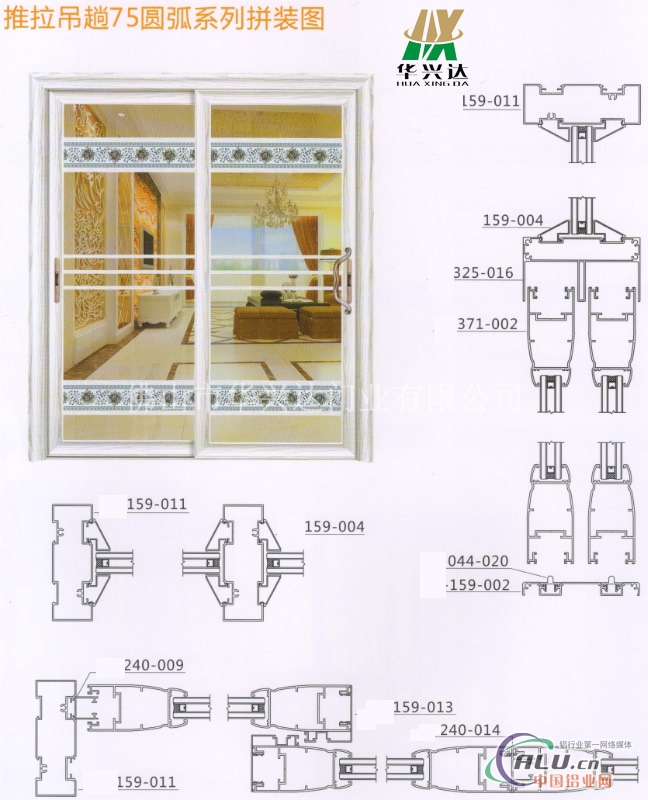
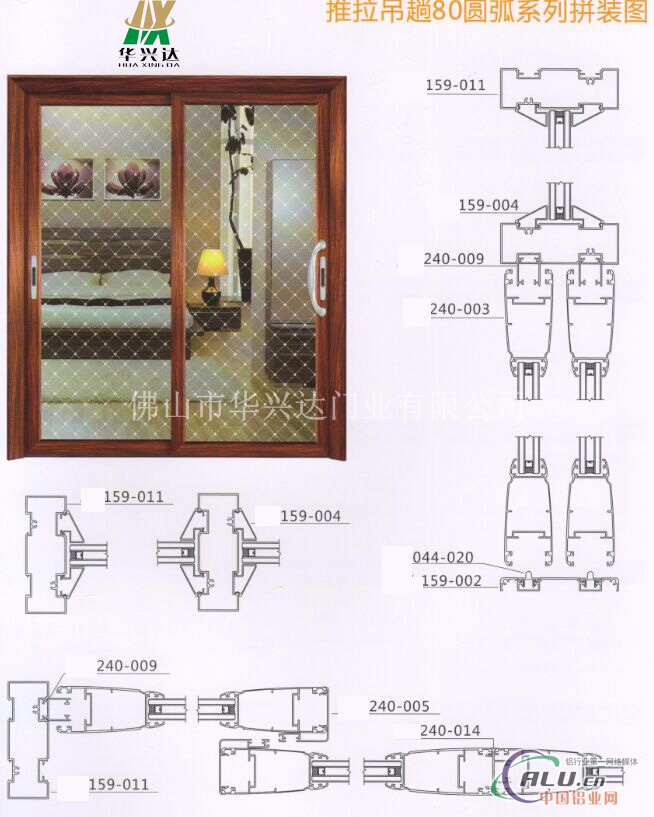
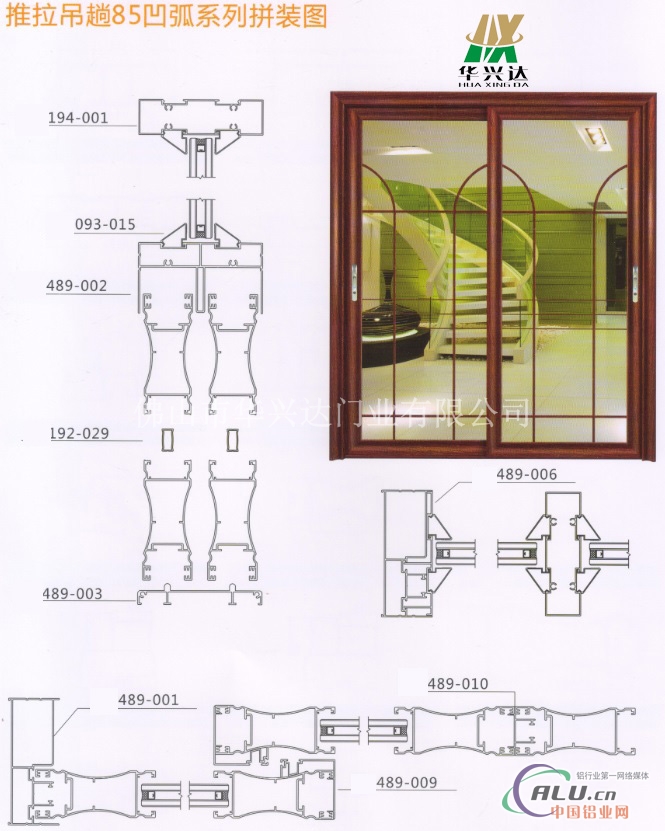
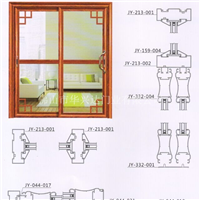
主营:铝合金艺术门型材,铝合金平开门型材,室内门型材,卫生间门型材,推拉门型材,吊趟门型材
主营:铝合金艺术门型材,铝合金平开门型材,室内门型材,卫生间门型材,推拉门型材,吊趟门型材
所在地:
广东 佛山
产品价格:
21元/吨(大量采购价格面议)
最小起订:
2
发布时间:
2020-06-29
有效期至:
2020-07-29
产品详细





 (二)不能在有“过堂风”的场合下浇注,以及熔体强烈氧化,燃烧,使铸件产生氧化夹杂等缺点。
(二)不能在有“过堂风”的场合下浇注,以及熔体强烈氧化,燃烧,使铸件产生氧化夹杂等缺点。
¥21000 元
¥21000 元
¥21000 元