
佛山市赛尔美建材有限公司
主营:佛山铝单板厂家,佛山铝单板价格,氟碳铝单板价格
主营:佛山铝单板厂家,佛山铝单板价格,氟碳铝单板价格

所在地:
广东 佛山
产品价格:
550元/平方米(大量采购价格面议)
最小起订:
100
发布时间:
2020-06-27
有效期至:
2020-12-27
产品详细
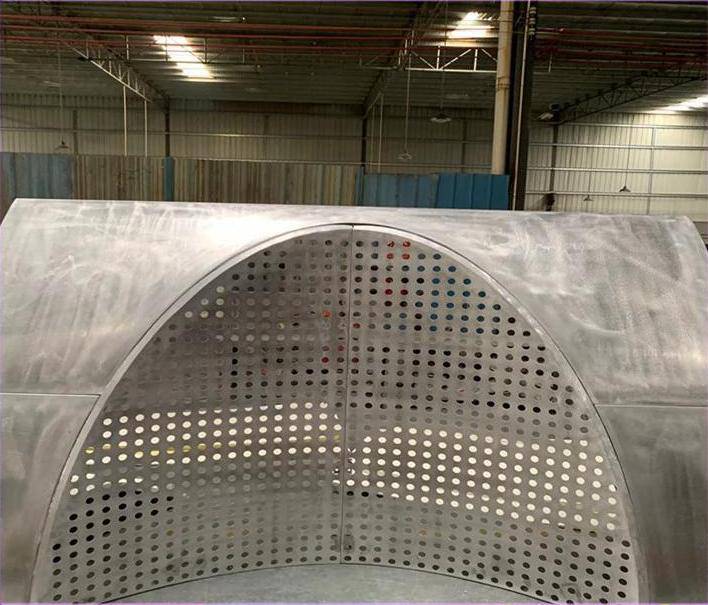
现在双曲铝单板制造领域采用的多点模具进行蒙皮拉形的工作始于美麻省理工学院(MIT)。20世纪70年代末,Hardt等人研制了基于可重构模具柔性制造方法的实验室原理机,1999年美Grumman Aerospace公司与MIT、美Cyril Bath公司及美海军研究署合作,研制了RTFF蒙皮拉形多点模具的全尺寸样机。该样机由1120个基本单元体(40?28排列)组成,成形的尺寸为1524mmx1066.8mm。





铝板特殊形状加工是用铝板板料在夹钳拉力作用下贴合在向上顶进的模胎上形成的无回弹的大曲面钣金件。双曲铝单板厂家为研究蒙皮零件在拉伸成形过程中的变形行为,自行研制开发了2.5MN数控蒙皮拉伸成形试验机系统。对3-5.0mm厚双曲度蒙皮大截面采用应变控制的方法,解析分析并推导出拉伸成形加载轨迹范围,并作为初始加载轨迹进行优化。双曲铝单板凹模高层度V形、U形件弯曲时,不需全部直边进入凹模内,直边长度较小且尺寸精度要求较高时,才采用直边全部进入凹模内的结构。凸、凹模宽向尺寸一般原则:当工件标注外形尺寸时,应以凹模为基准件,先确定凹模尺寸,间隙取在凸模上。当工件标注内内形尺寸时,应以凸模为基准,间隙取在凹模上,并采取配作法制模。双曲铝单板凸模与凹模的间隙V形件:不取间隙。U形件选取原则:间隙值应稍大于板料厚度。间隙过大:U形件两直边不平行,上宽下窄,降低工件尺寸精度。间隙过小:弯曲力加大,直壁变薄,易擦伤工件表面,加速凹模磨损,降低模具使用寿命。黑色金属:单边间隙 c=(1.05-1.15 )t ;有色金属:单边间隙c=(1-1.1 )t 。拉伸模通用上盖由三部分组成,分别为连接板、支柱和硬橡胶上盖:(1)连接板:用于上盖与拉伸机床上盖固定底板相连,连接螺栓孔位与机床顶板孔位协调。(2)支柱:分立柱与横柱,材料为结构钢材质,立柱上半部分带螺纹与连接板相连,单个立柱上下位置通过螺纹可调。横向立柱用于向下部的上盖传递压力度强,横向立柱根据零件的不同可为一根整体,也可由多段组成,每段横柱之间铰接在一起。(3)上盖:整体材质采用橡胶类材料,顶面为齿状可承受上方传递的下压力度强,同时齿状外形便于上盖工装随下方拉伸工装同时变形。底面为平面,用于与蒙皮零件接触,可均匀传递压力度强。多点柔性模具的型面在计算机的控制下快速可变,其生产工艺与传统拉形工艺有很大的不同。双曲铝单板多点模具蒙皮拉形技术是将柔性制造和计算机技术结合为一体的前卫制造技术,其核心是将传统整体拉形模具离散成规则排列的基本单元体矩阵,形成多点式、可数字化控制的模具。模具基本单元体的高度由计算机自动控制,通过调整每个基本单元体的高度,可构造出不同型面的多点模具,在多点模具表面铺上一定厚度的弹性垫,配合蒙皮拉伸机,可进行不同形状蒙皮零件的拉形。



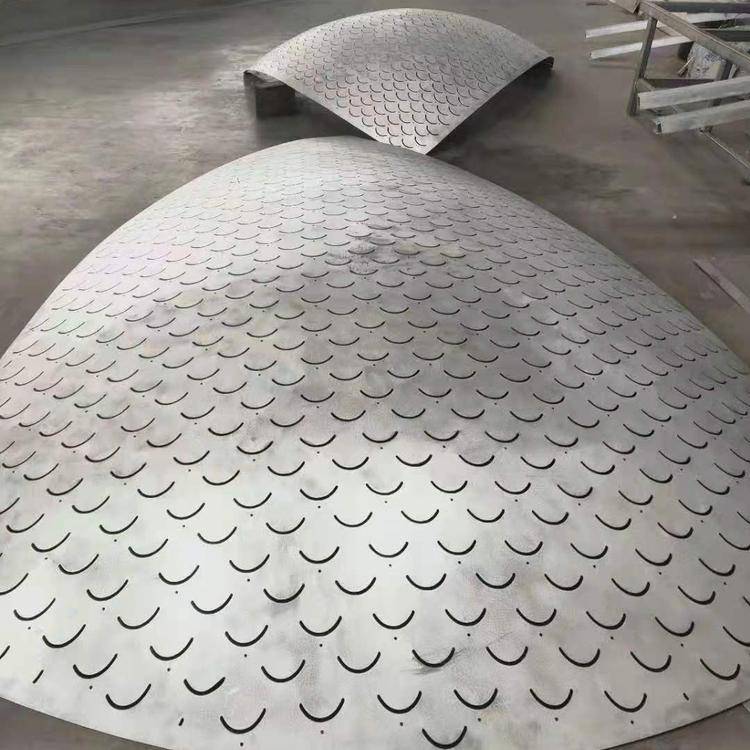




如今的广东双曲铝单板加工厂有的不需要专项使用的拉形模,利用零件的CATIA模型,由专项使用软件对零件型面进行弹性垫厚度补偿、回弹补偿后直接设计出多点模具成形面,通过计算机控制调整基本单元体的高度,从而由多个整齐排列的离散点构成多点模具型面,配合蒙皮拉伸机进行蒙皮拉形。省去了专项使用拉形模的设计、制造时间,显著缩短新机研制中工艺准备周期,降低了生产成本。使用一套多点模具代替了数十套甚至上百套传统拉形模,解决了模具的储存与管理问题。采用数字化闭环控制技术,更加容易提高蒙皮成形精度。使双曲铝单板价格降低至450-800元/平方米的可接受的区间范围之内,大大节省的双曲建筑的建造成本。

¥550 元

¥550 元

¥550 元

¥550 元