
深圳市鑫腾辉数控设备有限公司
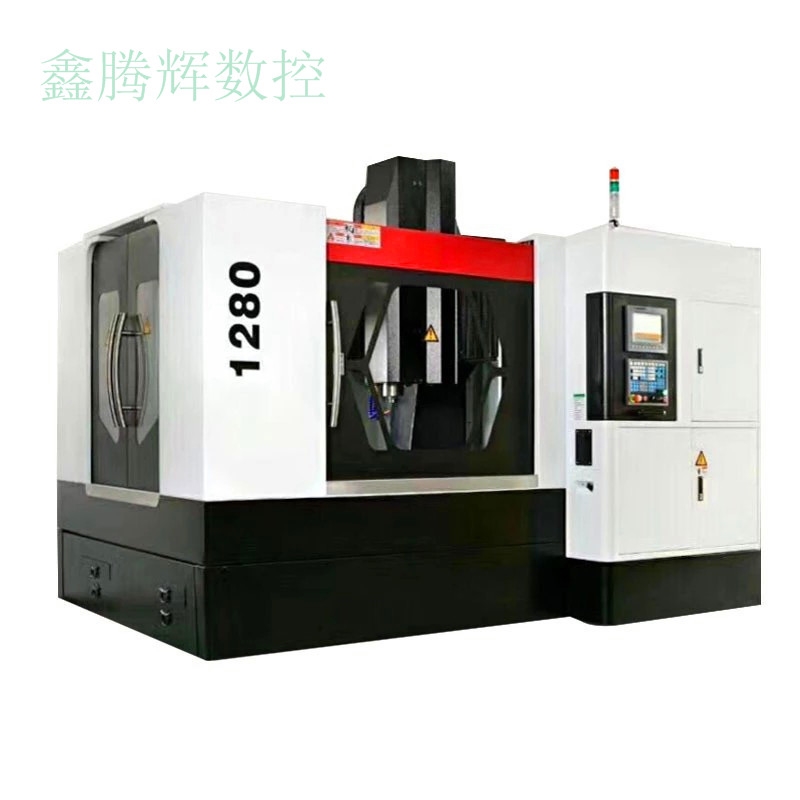
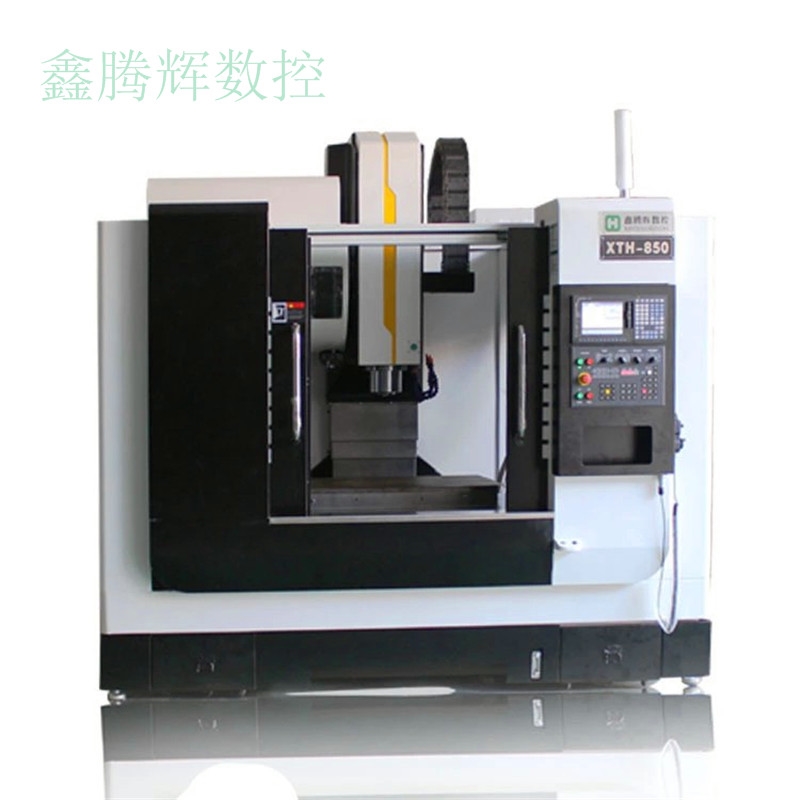
主营:数控雕铣机
主营:数控雕铣机

所在地:
广东 深圳
产品价格:
185000元/台(大量采购价格面议)
最小起订:
1
发布时间:
2020-11-17
有效期至:
2021-02-17
产品详细
石墨加工机床制造商鑫腾辉数控有限公司一直致力于设计、研发、生产、销售、服务于一体,是一家具备完善的技术开发强大的创新能力是专业化、多元化生产,销售为一体的数控机床生产企业,我们拥有专业技术人员、工程师、和销售售后服务者根据您的需求为您提供整体化优质服务。我们赢得了广大客户的肯定和认可;同时累积了丰富宝贵的设计生产经验。有专业的技术人员为广大客户提供石墨加工资中心详细的操作和注意事项,或咨询联络方式:180-2823-0665(微信同号)。欢迎广大的客户前来参观。
石墨加工机床制造商如何操作数控雕铣机的运作及检测步骤
数控雕铣机就是计算机数字控制雕铣机,实现多轴联动加工的设备。数控雕铣机通过电脑实现自动化控制,完成复杂的﹑准确的加工。在实际加工过程,电脑依据输入之程序可以实现加工
1、数控雕铣机首先检查电源总开关ON。
2、装上电较与夹头,校正垂直,平行基准,将工件放于磁器工作台上,校正平行基准后吸磁固定。
3、以电较寻工件之放电位置X.Y坐标,寻边时将AT詷至OA,PA20μS~45μS。
4、较性选择,(铜为正较,工件为负较)。
5、电流AT调整,放电事件PA之搭配,粗放(电较单边间隙0.12)ATS~4高等,PA60s~120μs,其具体条件要以放电电较面积大小而定,放电面积较消失,粗放可用1.高等90μS(小于1mm2时)以勉电较过于损耗;细放(电较单边间隙0.04),AT1.5~SA.PA20μS~60μs,细放之放电面积非常大时,先用AT1.5PA60μS将侧壁放至0.1左右时改用AT3A.PA30μS利剩下0.030,然后改用AT1.高等.PA30μS放至0.005,单边侧修0.025(AT1.高等PA30μS)。
6、休止事件PB,放电间隙电压调整,粗放时PB3~4,间隙电压调至3或4,细修时PB调至5或6,间隙电压调至5或6。
7、伺服强弱,脤动设定,粗放时,伺服调至6或7,机头上`下脤动事件分别设定为54或44。细放时,伺服调至5,机头上下脤动时间分别设定为52或63。
8、将液位控制开关打开(打开时指示灯为闪烁状),睡眠开关开启(打开时其指示灯亮)。
9、手动伺服进刀,到达Z轴基准面位置,设定准确数控雕铣机放电高层度,在进行高层度设定时,待电较与工件完全接触之瞬间输入数据,然后视其差值行Z轴补正。(不得将F1开关压下来设定高层度)。
10、加工液压马达ON,冲油位置调整。
11、放电开关ON。
12、观察V表,A表指数,伺服稳定指示灯是否稳定。
13、确认数控雕铣机放电位置是否正确。
14、加工完毕之工件电较及相关之图档放置于相应的指示位置。
石墨加工机床制造商

¥185000 元