
泊头市德智机械设备制造有限公司
主营:压铸铝件,定制模具,氧熔棒,斜垫铁,量具
主营:压铸铝件,定制模具,氧熔棒,斜垫铁,量具

所在地:
河北 沧州
产品价格:
26元/公斤(大量采购价格面议)
最小起订:
1
发布时间:
2022-05-12
有效期至:
2022-06-12
产品详细


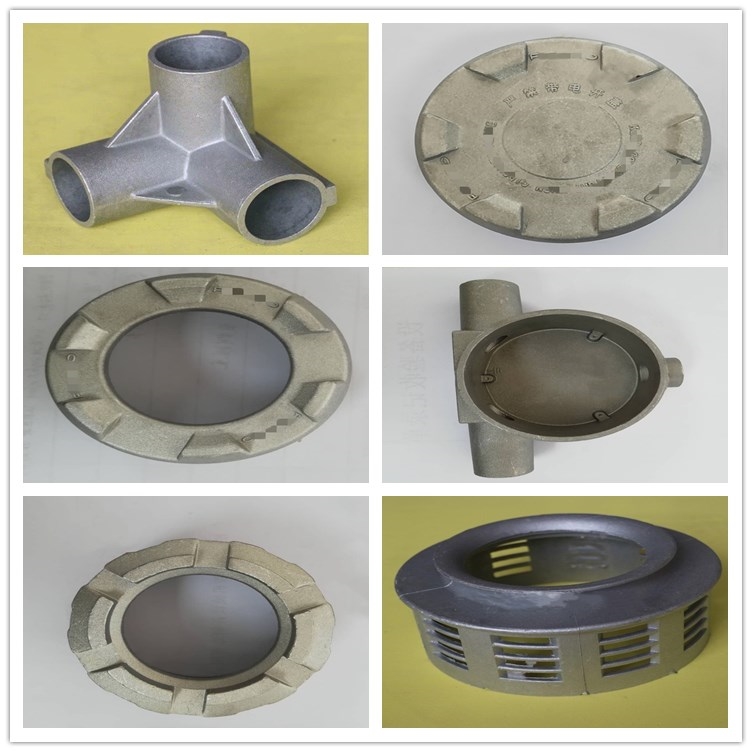
压铸是压力铸造的简称。它是将液态或半液态金属,在高压作用下,以高速度填充压铸模具型腔,并在压力下快速凝固而获得铸件的一种方法。使用的压铸模具,称为压铸模。
在压铸过程中,每压射一次,冲头就必须在动态下与金属液接触一次,并与压室摩擦一次。压射机构运动的灵活可靠有赖于冲头运动的平滑,及其与套筒之间间隙的稳定。一个**冲头系统的真实价值不是看它能做什么,而是看它不出现什么问题,对于压铸公司而言,生产过程中,稳定压倒一切。压射系统的性能对于生产压铸件(铸件必须无疏松,无非金属夹杂,同时保证尺寸精度和力学性能),控制充型期间和充型后的金属压力,以及压射到铸型内的金属体积和速度等都是至关重要的。因此对冲头系统要求设计精良,能在润滑作用下反复快速滑动,套筒具有**的圆度和直线度,同时与冲头保持恒定的间隙,在任何时候压铸作业不会因它而中断或延迟压铸周期。可靠的冲头系统是成功压铸的灵魂。而良好的润滑性能又是保证压射系统正常的关键。由于冲头是在高压高温快速条件下工作,要求冲头润滑剂必须满足其特定的工况条件,使冲头和套筒之间的磨损和卡死概率降到限度。
冲头润滑应该受到应有的重视,否则由于润滑不良或使用不当将导致如下后果:
1、压射冲头的使用寿命降低。
2、压射冲头和料筒很快被磨损,变形或卡死。
3、润滑剂及其燃烧产物转移到铸件上,导致气孔,夹杂,表面黑斑等缺陷增加。
总而言之,压铸公****因此付出额外的成本。
良好的压射冲头润滑剂应满足下列要求:
1、良好的高温成膜性,极压性和高温润滑性。
2、气体产生量少。
3、燃烧后残留物极少。
4、闪点适当高。
当前国内外压铸公司普遍使用的冲头油有含石墨与不含石墨的油基润滑剂,水基润滑剂,以及近年来被应用的蜡基含石墨与不含石墨冲头珠。较近推出的特殊粉状冲头润滑剂也受到关注。时至今日国内外普遍使用的还是以含石墨油基润滑剂为主,尽管其作业环境及文明生产相对较弱,但理论和实践都证明,只要石墨分散均匀不分层,石墨含量足够多,有些还加入纳米材料辅助润滑(达到上述要求的技术含量和工艺水准较高,目前国内的同类产品水平尚待提高),其润滑效果是**的。国内以前没有专用的冲头润滑剂,大部分使用废机械油掺石墨,不可能发挥石墨的润滑**,而且一般用刷子刷涂,用量较多易卷入型腔,操作环境较脏,因此产生对含石墨冲头油的偏见和知难而退是可以理解的。
各种冲头润滑剂互有优缺点。如不含石墨冲头油和水基润滑剂能适应环境保护的要求,但润滑效果逊于含石墨润滑剂。蜡基冲头珠对冲头的润湿包覆效果较弱,不适合大直径的冲头润滑,而且燃烧残留较多,若用人工加料,很容易浪费。特别是当前市场上出现一些低价质劣的冲头珠,对冲头润滑及压射机构的寿命乃至环境的改善,工人的健康危害很大。至于粉状润滑剂,由于需要一套静电喷涂设备,其成本和维护不是一般可承受的。因此对冲头润滑剂的选择要根据实际条件和成本及工艺要求综合分析,不要盲从。
压射机构的作用是将金属液压入型腔,压射过程的压射压力、充填速度等主要工艺参数由压射机构来决定。因此,压射机构动作的可靠性在很大程度上影响铸件质量和工作效率。尽管影响压射机构工作状态的因素是多方面的,在关注冲头润滑剂质量的同时,也必须正确处理相关的因素。当出现问题时,不要只考虑润滑剂,而应当学会综合分析。
总之,**的材料和设计,也没有**的润滑措施。重要的是把它放到整个压射系统中去考虑。要同时兼顾套筒的配合,套筒的润滑,动作周期,重要部位的金属温度等问题。充分认识冲头材质、热控制及润滑的重要性,这对减少废品,降低工具成本,缩短停工时间具有重要意义。

¥22 元

¥22 元

¥22 元

¥2.5 元