
丹阳市电炉厂有限公司
主营:淬火炉,时效炉,热风炉,退火炉,热处理炉,电阻炉,固溶炉,工业炉
主营:淬火炉,时效炉,热风炉,退火炉,热处理炉,电阻炉,固溶炉,工业炉



所在地:
江苏 镇江
产品价格:
128000元/台(大量采购价格面议)
最小起订:
1
发布时间:
2026-06-27
有效期至:
2026-07-27
产品详细
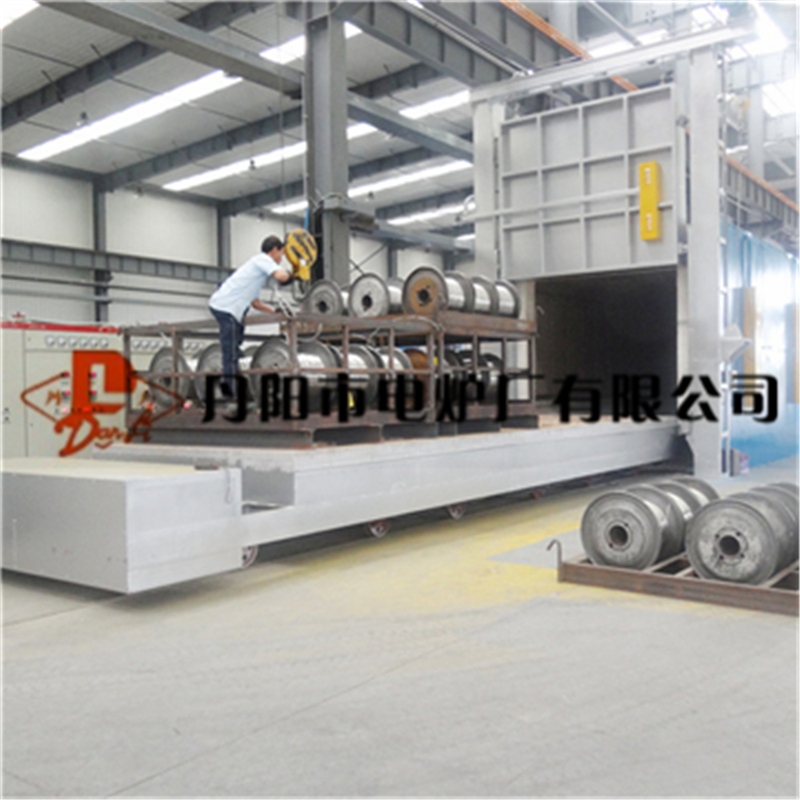
台车式燃气炉属RT全纤维系列台车式燃气炉(以下简称气炉),主要供一般金属或合金机件在低于额定温度下热处理之用。
1、室内使用。
2、 环境温度在–5℃-40℃范围内。
3、 使用地区月平均大相对湿度不大于85%。
4、 周围没有导电尘埃、性气体以及能严重破坏金属和绝缘的腐蚀性气体。
5、 无明显震动和颠簸 五、结构简介 炉体由14#型钢为立柱和横梁焊接成框架结构,采用3mm厚钢板为退火炉炉壳、炉顶为平炉顶。 耐火材料采用全纤维炉衬,材质:高铝质,形状:模块,纤维毯,耐火砖为高铝砖。 全纤维炉炉衬所用的高铝陶瓷纤维用丝毯模块,采用优质长纤维刺毯为原料,使用专用设备制成200×200×250mm的规格,并在加工过程留有一定的压缩量,以保证模块在砌筑完毕后,每块陶瓷纤维块在不同方向膨胀,使模块之间互挤成无间隙的整体,达到完好蓄热效果,而且该产品施工方便快捷,均能直接固定于炉壳钢板的不锈钢锚圆钉上。与其它产品相比优点为低导热,低热容量,优良的抗风蚀性能,优良的热稳定性及热抗震性、绝热性,并且锚固件设置于炉床冷面,提高了纤维的耐高温强度。 台车为热处理工件的载体,待处理的工件经垫上300mm左右宽U形铁放在台车工作面上,车体进入工作位后,炉侧墙、后墙、炉门及顶与台车工作面形成一封闭空间,工件在此空间进行热处理。 车架为二层纵横框架式结构,刚度大,抗热变形能力强,并能有效减少台面热量下传,以保护走行机构。走行装置为多轴刚性连接,全部车轮均为驱动轮,驱动可靠,传动系统采用电机-减速机链条驱动,安装方式为轴装式,结构紧凑、装配牢固、进出灵活、操作简单、维修方便,台车炉衬采用1.3粘土耐火砖和NG-1.0高铝砖组合而成。 炉门起开放、关闭炉膛作用,当热处理台车进出时,开启炉门,台车工作位时,关闭炉门,形成密封空间。采用特殊的滚轮-连杆机构,使炉门具有提升时自动离开门框,避免滑动摩擦,减少提升阻力,下降到位后自动压紧门框,提高了密封度及抗炉内压力能力,起到节能效果。 台车、炉体密封装置采用软接触方式,以加强工作空间的密封度,提高热效率,并防止高温烟气窜出,和冷空气进入炉膛。 过渡台车车体采用钢结构,走行装置为多轴刚性连接,全部车轮均为驱动轮,驱动可靠,传动系统采用电机-减速机链条驱动,安装方式为轴装式,结构紧凑、装配牢固、操作简单、维修方便。 燃烧及控制系统主要有嘴前供风管道系统、嘴前压缩气管道系统、嘴前煤气管道系统、亚高速燃烧器、炉前点火控制系统和温度控制系统等组成。 嘴前供凤管道系统由双级高压离心式风机供给六台亚高速热脏煤气燃烧器,供风压力6885Pa。配备压力表及压力开关实现燃烧过程的自动连锁。每台燃烧器前助燃空气分大小两路供给,配备手动阀及自动阀,实现与煤气阀的比例关系与自动控制。由于热脏煤气含焦油及粉尘,因此控制的电磁阀需经常清洗,一般在30天左右清洗一次。 嘴前压缩空气管道压力≥0.4MPa。每台燃烧器前由DN8×1铜管供给,配备手动阀及自动阀,实现自动控制。 嘴前煤气管道系统由发生炉供给热脏煤气,温度400-500℃,压力≥1500Pa,分配给六台亚高速燃烧器,配备手动阀及自动阀,实现与助燃空气的比例关系与自动控制。 点火煤气由液化气钢瓶供给,要求减压阀后煤气压力≥6000Pa,总管道直径1/2寸。再由DN8×1铜管供给煤气点,配备手动阀及自动阀。 自动点火及火焰监测系统,由CRKZ-Ⅱ炉前燃烧控制箱配备点火变压器,火焰监测器及点等组成,供电电压220V,每台燃烧器配一套CRKZ-Ⅱ炉前燃烧控制箱,安装于炉前支架上,可直接在该控制箱上点火启动燃烧器,也可通过导线在控制室总控制箱上启动燃烧器。 设总控制柜两个,一台控制柜为控制温度和燃烧过程,用三台温度控制器(K分度)可设定温度工艺曲线,每台温度控制器控制两台燃烧器,实现大、小火燃烧,实现温度的自动控制。装一台六点记录仪,分别记录三区,另设两个炉顶温度检测点用于记录炉子的层间温差,留一点可记录工件的升温。总控制柜设有每个燃烧器的启动和停止按钮,每个燃烧器的燃烧情况都有显示。另一个控制柜为风机、燃料总阀的启动和停止以及台车的进出,炉门的上下运动等。 炉压的的高低对加热炉的使用效果影响很大,炉压高时炉气会冲出炉体的各密封间隙形成气流冲刷,对采用纤维材料密封的炉门及炉底压紧影响较大,同时,高温气流对炉体周围环境和控制器件也会造成影响。而炉压低时冷空气从密封间隙吸入,除增加工件的氧化外还会使炉内高温被负压迅速抽出造成燃料浪费。为此,排烟道上用炉压测点控制电动调节烟气阀,使炉压保持在微正压状态。 换热器采用GC型换热器以增加空气的预热温度,将空气温度预热至300-350℃。在相同传热系数下,空侧压力损失较一般插入件换热低,其值在1500Pa左右,因此降低了动力消耗。 烟气温度600℃时,综合传热系数45W/M2℃以上,烟气温≥900℃时,综合传热系数55 W/M2℃以上。 换热器在设计上根据不同温度采用耐热钢和不锈钢,布置上采用温均匀化和热应力消除措施。 台车与炉门安全连锁,当炉门未开启到一定位置时,台车将锁定进出,台车密封未打开时台车将锁定进出。 空、煤气压力、压缩空气压力达不到规定要求时,烧咀的燃烧将不能启动,或正常燃烧时进行安全关闭,并设有煤气总管快速切断装置。 在仪表柜上设有温度、炉压、各烧咀、各管路参数的操作值显示和异常情况报警及紧急保护措施,确保操作安全。 六、电炉使用 1、 操作人员必须了解以下几点: A、 气炉及其辅助设备的结构和性能。 B、 配电系统、控制系统的布置及安全装置的位置等。 C、 操作工艺和安全操作规程。 2、 运行前准备工作检查 A、设备的电源是否正常,是否有断相、短路或裸线等情况。 B、设备的气源管路是否有漏气现象。 C、检查烧嘴是否有损坏的地方,各连接处的密封是否良好。 D、 检查温控系统是否有不正常的现象。 E、检查炉门升降、台车进出运行是否正常。 3、 带有腐蚀性、挥发性、性气体的工件严禁进入炉体加工,以免炉子使用寿命及引起等事故。 4、 气炉不得超温运行,否则会缩短设备的使用寿命。 5、 工件均匀堆放,离烧嘴应在100-150mm左右。 6、 严禁野蛮操作,工件应轻放,避免冲击。 7、 电炉使用时操作人员不得擅自离开岗位,必须随时注意气炉的工作状况是否正常, 七、操作程序 1、 将气瓶与管道接通。 2、 打开气化炉(参照气化炉使用说明书)。 3、 注意一次减压后,出口压力≤0.1MP。 4、 二次减压后,出口压力0.06~0.08MP。 5、 接通控制箱电源。 6、 参照加热工艺,将工艺曲线输入仪表(操作方式参照仪表使用说明书)。 7、 将工件装入台车。 8、 打开风机。 9、 ★点火前将炉门、烟道阀门全打开,以防止发生危险。等每只火焰正常燃烧后,再关闭炉门。 10、 炉子运行过程中,操作工应随时注意炉子升温情况、炉温均匀性等,以便通过调节风阀、气阀来调节温度。 11、 ★平时应定期检查气管路,有何情况及时与有关方面联系。 请操作工严格按照操作说明书执行,打★的特别注意。 八、气炉的维护及保养 1、烧嘴应经常清理,至少每月一次或十五炉次一次。 2、气管路需经常检查,密封效果良好。 3、电炉电动机需定期检查,添加润滑油等,注意使用安全。 4、压力仪表等经常检查,如有损害需及时调整、更换。 5、定期校验仪表、热电偶的使用情况,防止因仪表、热电偶的误差造成测温不正确而影响产品质量。



丹阳市电炉厂有限公司
联系人:
周文彬 (联系时请告诉我是"铝道网看到的 信息,会有优惠哦!谢谢!)
手机:
座机:
传真:
邮箱:
382264817@163.com
联系地址:
丹阳市开发区开发大道168号



