
东莞市世翔精密机械制造有限公司
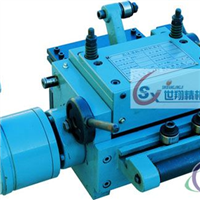
主营:整平机+精密整平机+送料机+伺服送料机+滚轮送料机+空气送料机+开卷机+自动材料架
主营:整平机+精密整平机+送料机+伺服送料机+滚轮送料机+空气送料机+开卷机+自动材料架

所在地:
广东 东莞
产品价格:
面议/台(大量采购价格面议)
最小起订:
1
发布时间:
2020-07-16
有效期至:
2020-08-16
产品详细
解决方法:将放松把手上拉,材料放入上轮与下轮之间,放下放松把手,然后松开料厚调整盘固定螺丝,上下移动料厚调整盘把手,让放松支架左右摇动约5mm间隙,再将料厚调整盘固定螺丝锁紧

9、 送料机单向装置和逆向装置磨损:
解决方法:送厂修理或更换
10、刹车装置有油或弹簧紧度不够:
解决方法:把刹车片擦拭干净,更换刹车片,把刹车弹簧调紧些
¥ 元

¥ 元

¥ 元
¥ 元