
泊头市铭霖机械有限公司
主营:冲床,冲压模具,五金模具,冲床模具,40吨冲床,80吨冲床,深喉冲床,卧式冲床
主营:冲床,冲压模具,五金模具,冲床模具,40吨冲床,80吨冲床,深喉冲床,卧式冲床
所在地:
河北 沧州
产品价格:
100元/套(大量采购价格面议)
最小起订:
1
发布时间:
2017-07-24
有效期至:
2017-08-24
产品详细
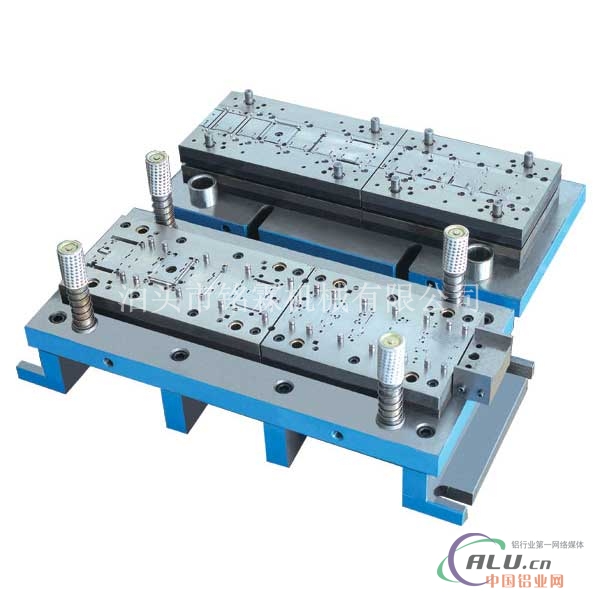
160吨冲床模具
大型冲床冲模是装在压力机上用于生产冲件的工艺装备,由相互配合的上、下两部分组成。凸模是冲模中起直接形成冲件作用的凸形工作零件,即以外形为工作表面的零件。凹模是冲模中起直接形成冲件作用的凹形工作零件,即以内形为工作表面的零件。防护板是防止手指或异物进入冲模危险区域的板状零件。压料板(圈)是冲模中用于压住冲压材料或工序件以控制材料流动的零件,在拉深模中,压料板多数称为压料圈。压料筋是拉延模或拉深模中用以控制材料流动的筋状突起,压料筋可以是凹模或压料圈的局部结构,也可以是镶入凹模或压料圈中的单独零件。压料槛是断面呈矩形的压料筋特称。参阅“压料筋”。承料板是用于接长凹模上平面,承托冲压材料的板状零件。连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进一工位,从而使冲件逐步成形。
冲床侧刃是在条(带、卷)料侧面切出送料定位缺口的凸模。侧压板是对条(带、卷)料一侧通过弹簧施加压力,促使其另一侧紧靠导料板的板状零件。顶杆是以向上动作直接或间接顶出工(序)件或序料的杆状零件。顶板是在凹模或模块内活动的板状零件,以向上动作直接或间接顶出工(序)件或废料。齿圈是精冲凹模或带齿压料板上的成圈齿形突起,是凹模或带齿压料板的局部结构而不是单独的零件。限位套是用于限制冲模较小闭合高度的管状零件,一般套于导柱外面。限位柱是限制冲模较小闭合高度的柱形件。定位销(板)是保证工序件在模具内有不变位置的零件,以其形状不同而称为定位销或定位板。
冲床固定板是固定凸模的板状零件。固定卸料板是固定在冲模上位置不动的卸料板。固定挡料销(板)是在模具内固定不动的挡料销。卸件器是从凸模外表面卸脱工(序)件的非板状零件或装置。卸料板是将材料或工(序)件从凸模上卸脱的固定式或活动式板形零件。卸料板是有时与导料板做成一体,兼起导料作用,仍称卸料板。卸料螺钉是固定在弹压卸料板上的螺钉,用于限制弹压卸料板的静止位置。
冲床冲孔模具的修理指的是模具在不能满足预定的使用要求或制件不能满足质量要求的情况下对模进行的修正工作。
以下就几种模具常见的故障的修理方法及要求进行说明。
一、刀口崩刃:冲孔模具在使用中由于各种原因引起的崩刃,都会对制件的质量产生一定的影响。
它是模具修理中较常见的修理内容之一,对刀口的崩刃修理步骤如下:
1、根据崩刃的情况,如果崩刃很小时,通常要将崩刃处用砂轮机磨大些,以保证焊接牢固,不易再次崩刃;
2、用相应的焊条进行焊接,目前我们采用的是D332焊条来对刃口进行堆焊。堆焊之前一定要选好修理的基准面,包括间隙面和非间隙面;
3、将刃口的非间隙面修平(参考事先留下的基准);
4、对照过渡件进行划线,如果没有过渡件可以用事先留下的基准进行粗磨间隙面;
5、上机台对间隙面进行修配,可借助粘土等辅助研配。在修配过程中一定要小心,开动压力机时尽量慢,必要时用装模高度调整向下开,以避免刀口啃坏的现象发生;
6、刀口间隙要合理,对于钢板冲压模,单边刀口间隙取板料厚度的1/20。但在实际操作过程中,可以用板料试冲的办法来检验间隙的大小,只要剪切后制件的毛刺达到要求即可,一般情况下,毛刺大小的判定标准是,毛刺高度不大于板料厚度的1/10;
7、检验刀口的间隙面是否与剪切的方向统一;
8、间隙配好后,用油石将刀口的间隙面推光滑,以减小生产中板料与刀口的磨擦及废料下落的阻力。
二、制件毛刺:
制件在修边、冲孔和落料时易出现毛刺过大的现象,产生毛刺的原因主要为模具刃口间隙大和刃口间隙小两类:
间隙大时:断面光亮带很小或基本上看不见,毛刺的特点为厚而大,不易除去;
间隙小时:断面出现两光亮带,由于间隙小,其毛刺的特点为高而薄。
间隙大时的修理方法:
1、修边和冲孔工序采用凸模不动而修整凹模的办法,而落料工序时则以凹模为基准,即凹模尺寸不变,通过修整凸模的办法。以上的区别是为了保证产品尺寸不在修理前后受影响;
2、对着制件找出模具刃口间隙大的部位;
3、用相应的焊条(D332)对此部位进行补焊,以保证模具刃口的硬度;
4、修配刀口间隙(其方法与刀口崩刃的方法相同)。