
深圳市鑫腾辉数控设备有限公司
主营:数控雕铣机
主营:数控雕铣机

所在地:
广东 深圳
产品价格:
185000元/台(大量采购价格面议)
最小起订:
1
发布时间:
2021-03-09
有效期至:
2021-09-09
产品详细
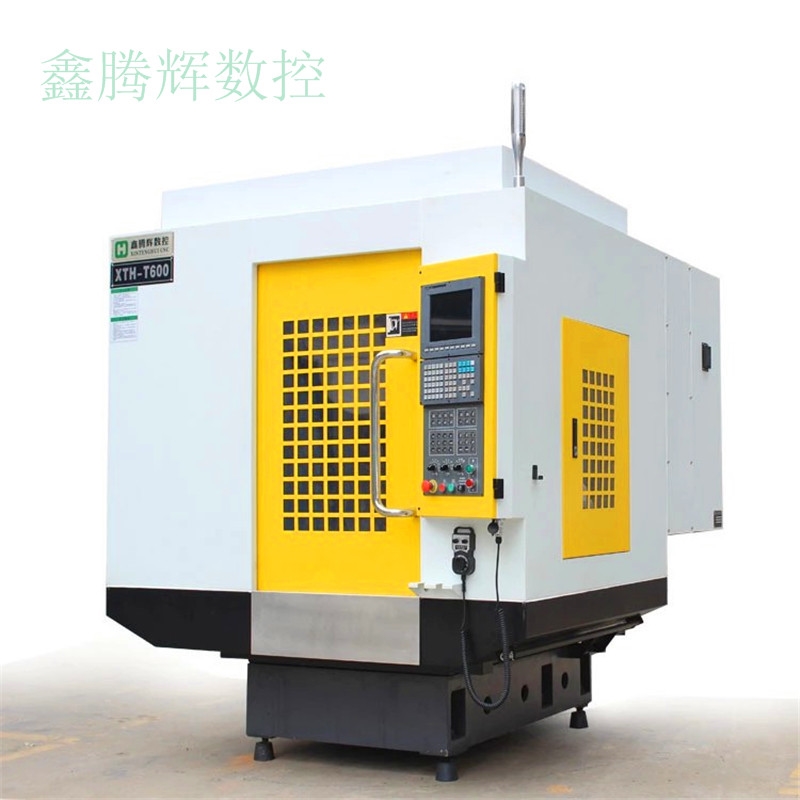
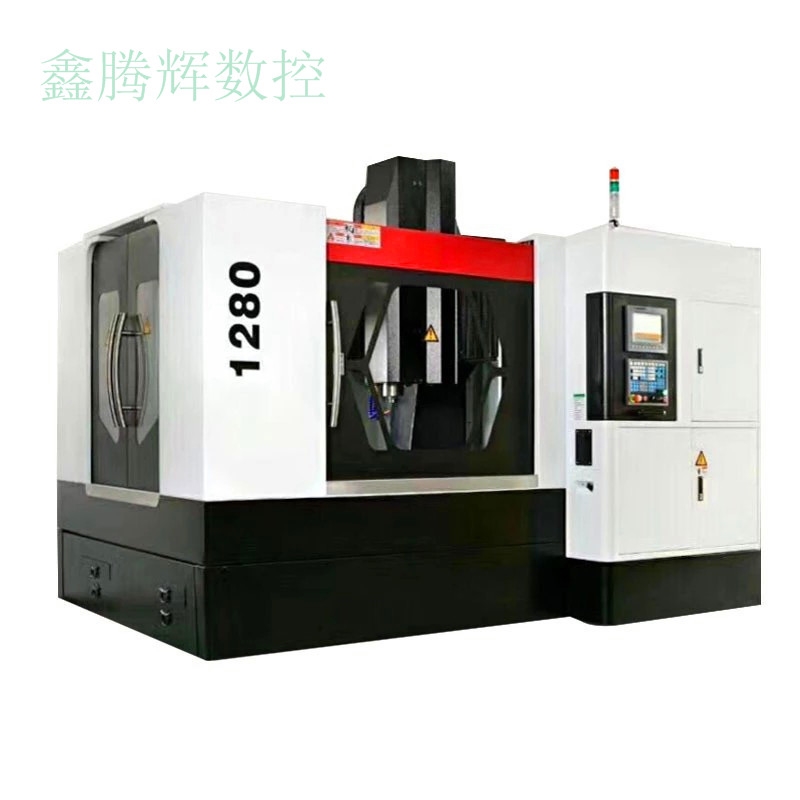
氮化铝陶瓷cnc机床品牌厂家鑫腾辉数控有限公司是一家专业设计研发生产模具专项使用雕铣机、石墨专项使用雕铣机,陶瓷加工专项使用数控雕铣机为主的企业。雕铣机机床运行稳定可靠、加工质量精度高、故障率低、生产成本低、生产效率高、操作简单护方便。我们有专业的技术人员、工作人员、销售售后人员专业的团队,根据你的需求为您定制专业的雕铣机。关于数控雕铣机的价格欢迎来电咨询:180-2823-0665(微信同号)。恭候您的光临,携手共进,共创明天。
氮化铝陶瓷cnc机床品牌厂家相信不少使用加工中心的朋友都知道加工中心的编程是非常重要的,如果一出现错误就会导致整个加工产品的精度度、质量不高、光滑度低等等现象。那么,究竟如何预防这些事情的发生呢?今天鑫腾辉数控就和大家一起来看看
1.铣削非平面,多用球刀,少端刀,不要害怕接刀。
2.小刀清洁刀角,大刀要精修。在使用大刀进行粗加工之后,要使用小刀来移除剩余材料,以确保剩余量是相同。
3.不要补面,适当的补面可以提高加工速度,美化加工效果。
4.坯料硬度高:上切铣削效果更好;坯料的硬度低:铣削性能更好。
5.机床具有良好的精度和刚度,精加工更适合于下铣,反之亦然。
6.强烈建议在零件角落进行精加工以使用下切铣削。
7.粗加工:更适合上切铣削,精加工:zui好使用的是下切。
8.刀ju材料韧性好,硬度低:更适合粗加工。
9.刀ju材料韧性差,硬度高:更适合精加工。
10.白钢刀的速度不能太快。
11.当工件太高时,应将不同长度的刀片分层打开。
12.平面应用平底刀加工,减少球刀,从而节省加工时间。
13.如果斜率是整数,则应用俯刀,例如管道位置。
14.在完成每个过程之前,请先考虑上一个过程处理后的剩余量,以避免空刀或过度加工。
15.尝试采取简单的路径,如形状,开槽,单面,少走路等。
16.当光刀的形状,先粗光,然后细光,当工件太高,先轻边,然后光底。
17.合理设置公差,以平衡加工精度和计算机计算时间。粗加工时,公差设置为边距的1/5,当使用刀ju时,公差设置为0.01。
氮化铝陶瓷cnc机床品牌厂家

¥185000 元