
泊头市博屹机械有限公司
主营:龙门冲床,冲床,龙门冲床模具,冲床模具,成型模具,五金模具,冲压模具,冲孔模具
主营:龙门冲床,冲床,龙门冲床模具,冲床模具,成型模具,五金模具,冲压模具,冲孔模具
所在地:
河北 沧州
产品价格:
1000元/件(大量采购价格面议)
最小起订:
1
发布时间:
2021-02-23
有效期至:
2021-03-23
产品详细
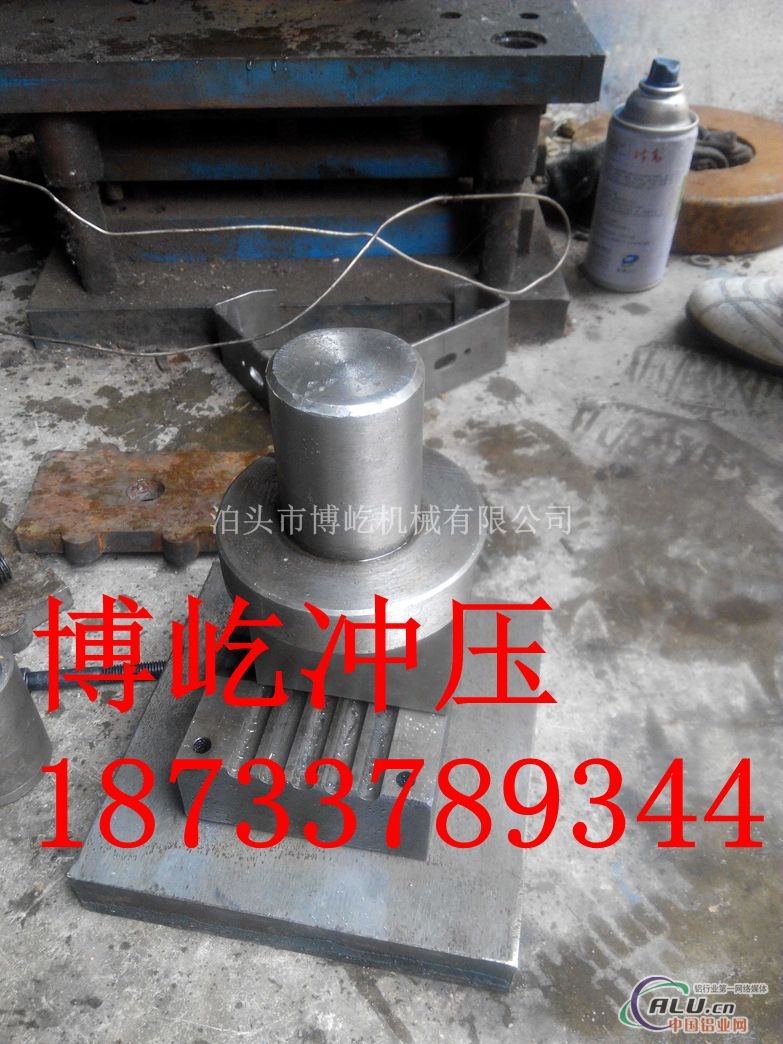
角铁冲孔模具 角钢冲孔模具 铁板冲孔模具 槽钢冲孔模具
一、安装前首先应确认模具刃口锋利,凹模刃口上没有崩口,凸模没有缺角。如果有崩口或缺角,请首先刃磨刀口。
二、合模前应在上、下模之间垫入一张硅钢片,防止由于搬运过程碰伤刀口。
三、 在模具装上冲床前,要用油石把底面和上面的毛刺磨掉,用布条将垃圾清理干净。如果模具上下平面上有毛刺或垃圾,将引起冲片毛刺超差。
四、调整滑块行程至合适位置压紧上模,必须保证模柄或模架上平面于滑块的底面紧密贴合,下模压板螺钉轻轻压紧。然后,向上调整滑块,取出中间的硅钢片。松开下模压板螺钉,向下调整滑块,直至凸模进入凹模3~4mm,压紧下模压板螺钉。新模具冲片时凸模必须进入凹模3~4mm,否则,要出现凸模崩口或凹模涨裂。
五、升起滑块至上死点位置,调整冲床打杆止退螺钉,至松紧适宜,然后空转几次,观察模具及冲床各机构工作是否正常。如果没有异常情况,就可以开始生产了。 更多相关:冲床冷冲压模具加工的主要工序在冲床维护中,由于冲床的传动部分大多为承力件,其机件的精度、光洁度、硬度均较高。所以必须经常进行清洗。为了减少机件的磨损,冲床的传动部分大都在润滑油环境中工作。由于长时间和非常大功率的工作,机件上某些接触点的温度升高,促使润滑油的局部高温氧化而变为胶质膜。同时机件的相互磨损会产生一些金属粉末,它们与空气中的灰尘一起落入润滑油中,形成污垢。这些污垢会使机件传动部位磨损加速。为了避免这种损坏,必须定期进行清洗和更变新的润滑油。如工厂使用的机床齿轮箱,每2-3个月就必须进行一次换油清洗,经常采用的清洗方法,是用煤油进行人工擦洗。
其过程是:抽出润滑油-加入煤油-人工擦洗-抽出煤油-棉纱擦净-加入新的润滑油冲床压力机模具的工作前提
冲床压力机模具主要用于各种板料的冲切 。从冲裁工艺分析中我们已经得知,板料的冲裁过程可以分为三个阶段:弹性变形阶段、塑性变形阶段和剪裂阶段。
在弹性变形阶段,当凸模对板料施加压力时,因为凸模和凹模之间存在间隙,受力部位不在统一垂线上,板料会在弯矩 M 的作用下产生翘曲,与凸模端面的中点部门脱离接触。这时板料只和模具的 凸、凹模刃口部门相接触,压力集中于刃口四周。在冲裁过程中,因为板料的弯曲,模具的受力主要集中于刃口四周的狭小区域。凸、凹模刃口区域不仅位于非常大端面压应力和非常大侧面压应力的交聚处,而且也处于非常大端面摩擦力和非常大侧面摩擦力的交汇处,工作时刃口承受着剧烈的压应力和摩擦力作用。
冲压模具材料的要求
冲压模具工作时要承受冲击、振动、摩擦、高压和拉伸、弯扭等负荷,甚至在较高的温度下工作(如冷挤压),工作条件复杂,易发生磨损、疲劳、断裂、变形等现象。因此,对模具工作零件材料的要求比普通零件高。
由于各类冲压模具的工作条件不同,所以对模具工作零件材料的要求也有所差异。
1.冲裁模材料的要求
对于薄板冲裁模具的工作零件用材要求具有高的耐磨性和硬度,而对厚板冲裁 模除了 要求具有高的耐磨性、抗压屈服点外,为防止模具断裂或崩刃 ,还应具有高的断裂抗力、较高的抗弯强度和韧性。
2. 拉深模材料的要求
要求模具工作零件材料具有良好的抗粘附性(抗咬合性)、高的耐磨性和硬度、一定的强韧性以及较好的切削加工性能,而且热处理时变形要小。
3. 冷挤压 模材料 的要求
要求五金模具工作零件有高的强度和硬度、高耐磨性,为避免冲击折断,还要求有一定的韧性。由于挤压时会产生非常大的升温,所以还应具有一定的耐热疲劳性和热硬性。
不恰当的冲床操作或者冲压模附设式致使冲床毁伤及停机的头等缘由。适度地培养冲床操作员以及冲压模具附设者可以确保它们根据准确的流程开展操作。这将能非常非常快递减停机时日。 每班操作前向操纵器各点制动器转轴加注润滑油,杆球头路处每日班前用油加注20—30号机器油适量,离合器部位天天班前用汽油压注润滑油一下。每班停机前对机械开展扫除。检查紧固件,补齐外在缺件。检查离合器和弹簧、皮带。检查锯床各润滑安装。检查电气电路破损、老化,电机、电吸铁石是否正常。检查曲轴导轨精度及磨损状况。检查制动器、离合器、滑块、倒闭块、倒闭环。检查电器操纵部分。机身工作台连接螺栓捡测及调控。