
东莞市正信激光科技有限公司
主营:激光焊接机,铝带卷圆翻边激光焊接机,铝盒激光焊接,铝制品激光焊接机,铝合金车厢板激光焊接机
主营:激光焊接机,铝带卷圆翻边激光焊接机,铝盒激光焊接,铝制品激光焊接机,铝合金车厢板激光焊接机

所在地:
广东 东莞
产品价格:
107000元/台(大量采购价格面议)
最小起订:
1
发布时间:
2021-04-02
有效期至:
2021-05-02
产品详细
广东铝合金手机中板激光焊接机,铝合金门窗连续激光焊设备优势!
设备参考图:

手机中板激光焊接缺陷及控制措施:
手机中板现在都是采用铝合金外框和铝合金中板进行焊接。而激光焊接是以激光作为高能密度光源,具有加热快和瞬时凝固的特点,深宽比高达到12:1,由此激光焊能够焊透铝合金门窗而表面的热影响又不大。但是由于铝合金具有高的反射率和良好的导热性以及等离子体的**作用,焊接时不可避免地出现一些缺陷问题,其中*主要的两个缺陷是气孔和热裂纹。
铝合金激光焊接的主要缺陷之一是气孔问题。经过试验,材料表面状态、保护气体种类、流量及保护方法、焊接能量和焊缝形状都影响气孔的产生,选择合适的表面处理措施(清除铝合金表面油污,氧化层,保持干燥),加强气体保护和采用高功率、高速度、大离焦量(负值)焊接时可以使气孔的产生降低到*少。
热裂纹也是铝合金门窗激光焊接时*常见的缺陷,激光焊接时,焊缝细,特别是脉冲激光焊接,总输入能量低,冷却速度快,液化裂纹不易产生。防止热裂纹的产生是铝合金中框激光焊接的关键技术之一,在脉冲点焊时,调节脉冲波形,控制热输人同样可以减少结晶裂纹。
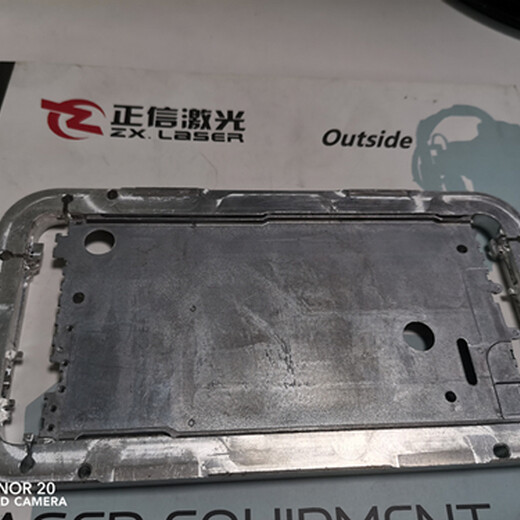
而在使用连续光纤激光焊接时,能量的稳定性让热裂纹不明显,大部分铝合金焊接不会脆断,焊后有一定的韧性,优势明显。连续光纤激光焊接机,直缝焊铝速度可达到1.5m每分钟,在效率上可以满足客户的要求。焊接后牢固度相当高,拉力测试可以达到50KG(实验手机中框**区域裂开而焊接部位没有任何裂纹)。
铝合金焊接效果图:

铝合金手机中框激光焊的难点之一就是铝合金对激光的高反射。试验表明,进行适当的表面预处理如喷砂处理、砂纸打磨、表面化学浸蚀、表面镀、石墨涂层、空气炉中氧化等均可以降低光束反射,有效地加大铝合金对光束能量的吸收。同时还发现接头坡口几何形状对光束吸收率的影响,比如:尖V形坡口接头比无坡口或方坡口接头的吸收率要高得多。基于这一点,正信激光工程人员从焊接结构的设计方面考虑,利用设计合理工装夹具来增加铝合金门窗表面对激光能量的吸收。


铝合金手机中框激光焊接比传统的焊接技术具有明显的**、可控和**的特点,但是其缺陷的形成机理和预防措施也特色。正信激光在铝合金激光焊接技术中的工艺已经很成熟,所存在的问题大部分都可以解决的。

连续激光焊接机在焊铝合金手机中框中的优势(连续激光,脉冲激光):
工业纯铝用脉冲激光焊能很好地焊接,焊后一般不会出现裂纹,但现在有些行业,焊后表面需要打磨,而激光脉冲焊后会有凹陷,打磨量会增加,这增加了加工周期和生产成本,而连续激光器可以很好的解决这些问题。脉冲焊点不均匀,咬边,表面有凹陷,飞溅较多,焊后强度不高。为了改善焊缝质量,采用连续激光器焊接,焊缝表面平滑均匀,无飞溅,无缺陷,焊缝内部无裂纹。

在铝合金手机中框的焊接方面,连续激光器的优势很明显与传统的焊接方法相比,生产效率高,且无需填丝;与脉冲激光焊相比可以解决其在焊后产生的缺陷,如裂纹气孔飞溅等,保证铝合金在焊后有良好的机械性能;焊后不会凹陷,焊后抛光打磨量减少,节约了生产成本但是因为连续激光器的光斑比较小,所以对工件的装配精度要求较高。

正信激光多年致力于激光焊接领域,拥有多年的设备制造与使用经验,公司设备种类多,型号齐全,期待您的参观考察!