
东莞市正信激光科技有限公司
主营:铝加工设备,自动化设备
主营:铝加工设备,自动化设备

所在地:
广东 东莞
产品价格:
75000元/台(大量采购价格面议)
最小起订:
1
发布时间:
2022-09-02
有效期至:
2022-10-02
产品详细
超级电容外壳的厚度正常是在1.0 MM以下,目前主流厂家外壳材料厚度主要有0.6 MM和0.8 MM两种。焊缝形式主要有侧焊和顶焊两种,其主要优点是对电芯内部影响较小,不容易溅入壳盖内部。侧焊工艺对激光的稳定性、材料的清洁性以及顶盖与壳体的配合间隙都有很高的要求,因为焊接后可能会产生凸起,这将对后续工艺的装配产生轻微影响。顶焊工艺是在单面上焊接,可以采用更**的振镜扫描来进行全自动化焊接生产。
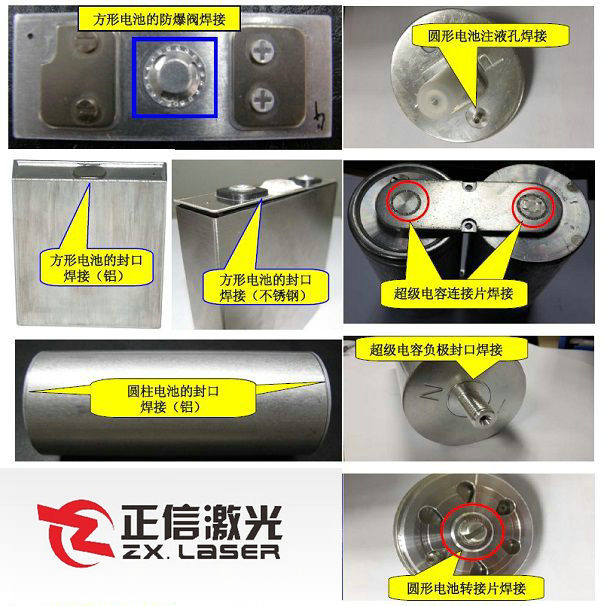
铝壳电池现在占整个电池总量的90%,但是炸(溅)火的因素也有很多,如材料的清洁程度,材料本身的纯度,材料的性能等,而激光的稳定性是决定引爆效果的关键。电力电池组焊接时,焊接技术人员会根据用户的电池组材料、形状、厚度、拉力等要求,选择合适的激光及焊接工艺参数,包括焊接速度、波形、峰值、焊接斜角等,以确保终焊接效果满足电力电池组生产厂家的要求。
东莞市正信激光有限公司以激光焊接工艺研究和激光焊接设备制造销售为核心,致力于为客户提供全io面、完整的全套激光焊接应用解决方案,开发针对动力电池的激光焊接设备,根据客户产品定制非标自动化激光焊接设备,为用户提供优质的产品和**的服务。
参数说明:
型号: ZXL-500W
认证: ISO9001
品牌: 正信激光
作用对象: 铝
原理: 脉冲
电流: 交流
用途: 焊接
焦斑直径: 0.2-2.0mm
激光焊接深io度: 0.1-1.0mm
激光器上下行程: 200mm非标另制)
连击时激光焊接频率: 1-100HZ
激光功率: 550W
平均功率: 500W
观察系统: CCD视觉影像
冷却系统: 内循环水冷
激光波长: 1064nm
规格: 1500X650mm
商标: 正信激光
包装: 木箱精装
腔体类型: 金属镀金
激光焊接机原理:
激光焊接机的工作是应用高能脉冲激光来实现焊接,激光电源首先把脉冲氙灯点着,通过激光电源对氙灯放电,形成一定频率,一定脉宽光波,该光波经过聚光腔辐射到ND3 : YAG激光晶体上,激发Nd3 : YAG激光晶体发光,再经过激光谐振腔谐振之后,发出波长1064nm脉冲激光,该脉冲激光经过扩束、反射、(或经光纤传输)聚焦后打在所要焊接物体上,
在PLC或工业PC机的控制下,移动数控工作台,从而完成焊接。焊接时所需要的脉冲激光的频率、脉宽、占空比、工作台速度、移动方向均可用单片机、PLC或工业PC机来控制、通过对激光的频率、脉宽的不同设定可调节控制脉冲激光的能量
激光焊接特点:
激光焊接是一种型的焊接方式,激光焊接主要针对薄壁材料、精io密零件的焊接,可实现点焊、对接焊、叠加焊、密封焊等,其特点有:
1:具有高的深宽比,焊缝宽度小,热影响区小、变形小、焊接速度快
2:焊缝平整、美观、焊后无需处理或只需简单处理工序
3:可控制,聚焦光点小,可高精度定位,易实现自动化
4:可实现异种材料间的焊接
5:焊缝质量高,无气孔,可减少和优化母材杂质,组io织焊后可细化,焊缝强度、韧性至少相当于甚至超过母材金属。