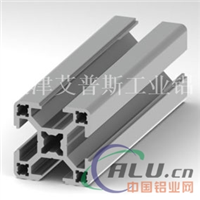
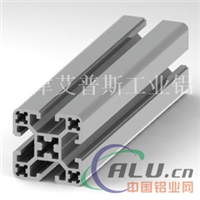
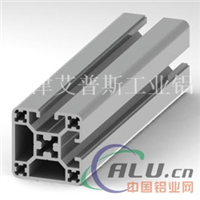
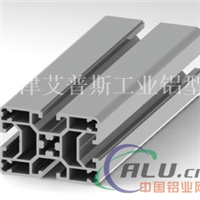
天津艾普斯工业铝型材股份有限公司
主营:工业铝型材,铝型材加工,生产线操作台,生产传输设备,工业铝型材框架结构,工业铝型材配件,APAS工业铝型材,艾普斯工业铝型材
主营:工业铝型材,铝型材加工,生产线操作台,生产传输设备,工业铝型材框架结构,工业铝型材配件,APAS工业铝型材,艾普斯工业铝型材
1290
艾普斯工业铝型材挤压生产流程:
1:原材料的选材:
工业铝型材是通过铝棒进行加热经过模具挤压成型而得到的一种工业框架型材,而铝棒则是通过铝锭经过熔铸而成,称之为工业铝型材原材料;而原材料将直接影响工业铝型材产品性能。
铝棒的生产需要很高的技术要求和行业标准,才可以保证工业铝型材的产品性能;铝棒熔铸生产要注重一下几点:
①:活性杂质的含量;
②:合金成分;
③:熔体过热温度;
④:导流方式;
⑤:熔体相对结晶面运动;
⑥:冷却速度;
⑦:铸造6063铝棒的速度;
2:铝棒加热:
铝棒的加热处理要保证温度的控制,如果温度过高或者温度过低都会直接影响较后成品的硬度,所以在加热和冷却过程中都必须严格控制温度;
3:模具:
工业铝型材是铝棒经过加温通过模具挤压成型的较终产品,而模具则是根据需求所设计的具有高精度规格的器具,用来挤压所需规格和截面的型材产品;模具的设计以及保养要注意以下几点:
①:模具所涉及的结构靠前要符合生产需求,还要符合物理力学常识,保证生产出的产品可以达到所使用的性能。
②:模具的选材及硬度要适当,避免在挤压型材过程中出现变形,划伤等硬伤,影响较终产品质量。
③:要经常对模具进行清理检查,有问题要及时修理,避免在型材挤压生产过程中产生刮痕,毛刺等硬伤,严重影响工业铝型材产品质量。
4:工业铝型材挤压:
目前6063-T5工业铝型材所使用的挤压机标准在1300吨—1600吨,以上标准就可以满足6063-T5系列工业铝型材正常生产。
工业铝型材挤压工艺注意要素:
①温度控制:对挤压生产来说,挤压温度是较基本的且较关键的工艺因素。挤压温度对产品质量、生产效率、模具寿命、能量消耗等都产生很大影响。
②挤压速度:挤压过程中必须认真控制挤压速度。挤压速度对变形热效应、变形均匀性、再结晶和固溶过程、制品力学性能及制品表面质量均有重要影响。
③机上淬火:6063-T5淬火是为了将在高温下固溶于基体金属中的Mg2Si出模孔后经快速冷却到室温而被保留下来。冷却速度常和强化相含量成正比。6063合金可强化的较小的冷却速度为38℃/分,因此适合于风冷淬火。改变风机和风扇转数可以改变冷却强度,使制品在张力矫直前的温度降至60℃以下。

5:工业铝型材拉直校正:
工业铝型材挤压成型之后会有一定的偏差,成型之后要利用拉直机进行拉直校正,将刚挤压成型的工业铝型材校正到所要求的公差范围之内,拉直校正必须利用拉直机来完成,保证其精度。
6:人工时效:
挤压生产出来的铝型材,未经时效前硬度偏低,不能作为成品使用,因此,一般来说,都必须经过时效来提高度度。
生产工艺的控制:
①:铸锭温度控制:挤压上机前要对铸锭进行测温,达到工艺要求后方能上机生产。
②:在线淬火工艺:固溶淬火是时效的基本前提,没有固溶淬火时效是没有任何意义的。因此,在挤压机出料口要根据铸锭牌号、型材壁厚、挤压速度以及淬火设备状况来选择在线淬.............................................................................................。
本文来自天津艾普斯工业铝型材股份有限公司,阅读全文请点击:http://www.apastj.com/article/content/view?id=2479
1290
11-03
1954
11-01
1112
11-01