
泊头东一金属制品有限公司
主营:冲压件,铝冲压件,碳钢冲压件,冲压件加工
主营:冲压件,铝冲压件,碳钢冲压件,冲压件加工
240
冲裁是利用模具使五金冲压件板料产生分离的冲压工序,随着社会的发展,实践中研究证明冲压速度,对高速准确级进冲压中的冲裁断面质量有很大的影响;并根据伺服压力机的特征设计了不同的冲压速度,结果表明,对于H1F60CS 压力机,当速度设置在20% 左右时,断面的质量比较好,与世界生产在低速切断时可以提升切断面的品质的经验一致;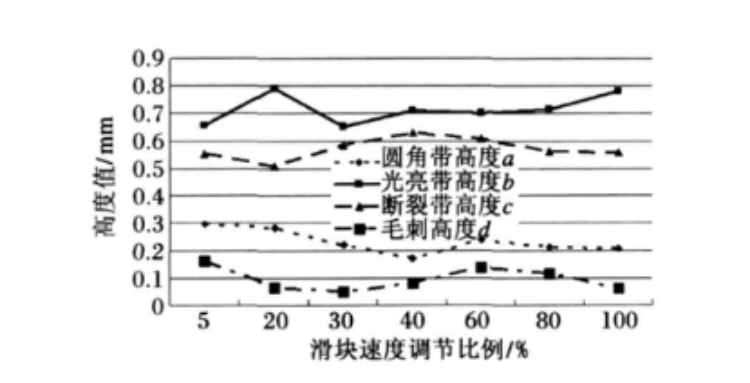
图中是不同冲裁速度下断面各区的高度值,速度在20%左右时,滑块实际速度约为9mm/s ;
通过分析不同冲裁速度下面各区高度值,当冲裁速度设置在常规速度的20%左右时,冲裁零件光亮带达到zui大,同时毛刺较小,断面质量好,但当速度在减小时,光亮带高度下降,同时毛刺高度增加,说明冲裁速度不能一味的减小,否则对提高断面质量可能不利,当速度提高后,光亮带略有减少,但毛刺的高度相对增加;因此合理的冲裁速度应该设置在常规速度的20%左右;
254
09-16
240
09-08
268
08-28
435
08-12
296
08-05
205
08-03
308
07-19
534
01-14
442
01-13




